
Viguetas Navarras: Un proceso productivo automatizado para evitar los desperdicios de material
La fabricación de piezas se organiza en cuatro viales cuyas bandejas pueden intercambiarse de uno a otro según necesidad


Publicado el 27/02/2023 a las 06:00
Las instalaciones de Viguetas Navarras en Barásoain están en la punta de lanza tecnológica. El proceso de producción es completamente automático. La empresa termina cada jornada entre 600 y 700 metros cuadrados de doble muro de hormigón, para lo cual trabajan 40 empleados en dos turnos. El elemento base son unas enormes bandejas de 12,5 m por 3,5 m capaces de soportar 20 toneladas y que se encargan de trasladar el producto en sus distintas fases.
Te puede interesar

1 Encofrado. Un robot se encarga de colocar sobre la bandeja los marcos metálicos que se sujetan magnéticamente a la bandeja y que darán forma a las piezas de hormigón. Todo se hace conforme a la programación de las piezas que hay que producir.


2 Estación láser. Dos láser proyectan sobre la bandeja la posición exacta de cada elemento. Los operarios resitúan los marcos si el robot no ha sido preciso. También se añaden los moldes para el espacio que ocupen ventanas o cualquier hueco del diseño.
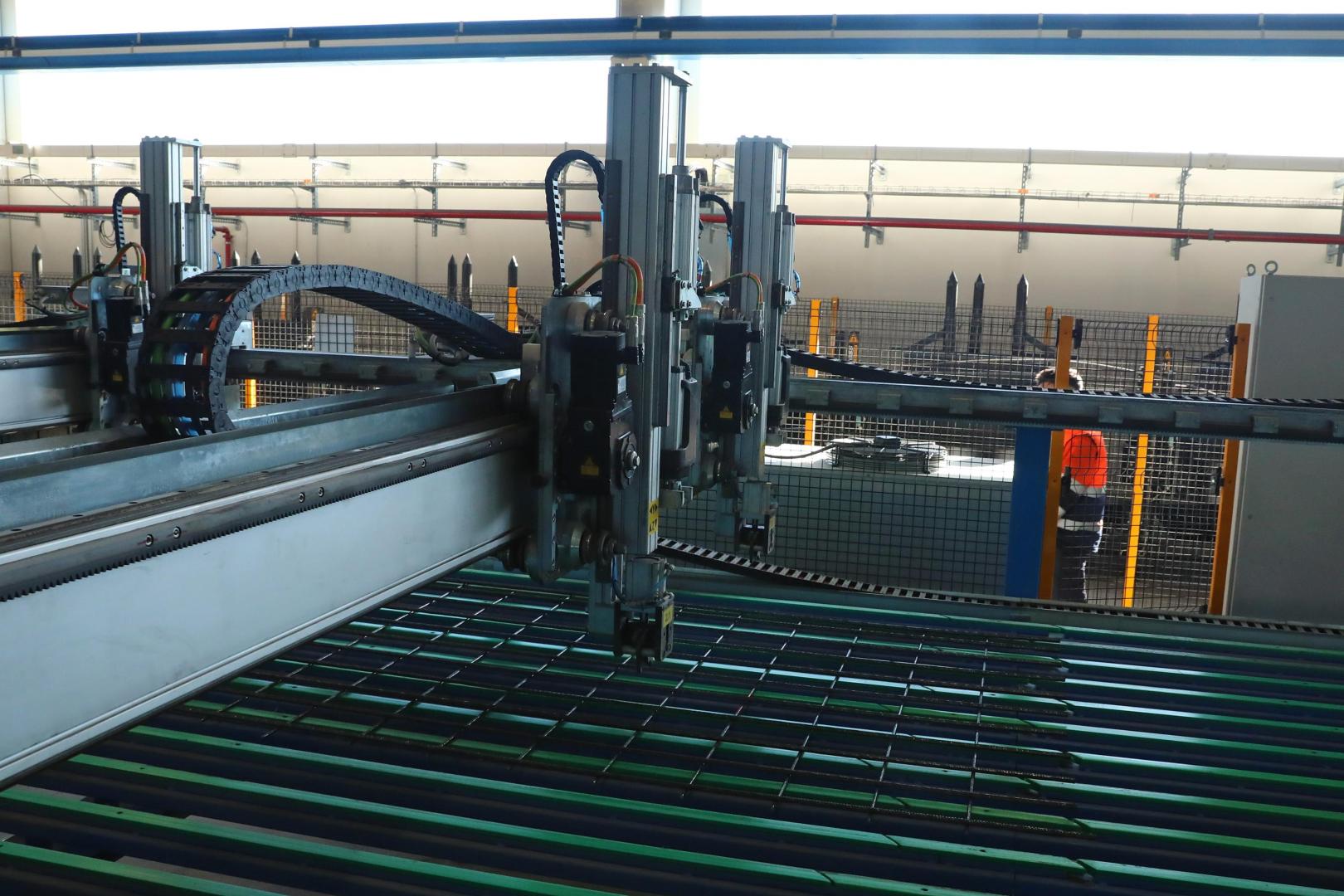
3 Soldadura. En paralelo, un robot se encarga de soldar tiras metálicas para formar las mallas que reforzarán interiormente las caras de hormigón del doble muro. Dichas mallas están ajustadas a la forma y huecos de la pieza. Una de las caras también debe contar con una celosía que se encargará de mantener unidas las dos partes.


4 Hormigonado. A partir de las características que pida el cliente, que varían en dureza, apariencia y resistencia, se prepara el hormigón que luego es vertido por una máquina que solo utiliza la cantidad exacta para llenar el molde y evitar desperdicios.


5 Curado. Las bandejas transportan las piezas hasta un horno de curado en el que secarán de ocho a diez horas. Una vez endurecidas, estas piezas vuelven al proceso productivo para unirlas a la otra cara del doble muro y, una vez juntas, regresan al horno de curado.


6 Desmoldeo. Queda quitar el forjado y separar las piezas de la bandeja, para lo que se emplea una grúa que se adapta al centro de gravedad. Finalmente, se sacan a una zona de almacenaje exterior sobre unos ‘racks’ preparados para que los camiones los recojan.
